

 English
English  Esperanto
Esperanto Afrikaans
Afrikaans Català
Català שפה עברית
שפה עברית Cymraeg
Cymraeg Galego
Galego Latviešu
Latviešu icelandic
icelandic ייִדיש
ייִדיש беларускі
беларускі Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ភាសាខ្មែរ
ភាសាខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Тоҷикӣ
Тоҷикӣ O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra Հայերեն
Հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba অসমীয়া
অসমীয়া ଓଡିଆ
ଓଡିଆ Español
Español Português
Português- русский
 Français
Français 日本語
日本語 Deutsch
Deutsch tiếng Việt
tiếng Việt Italiano
Italiano Nederlands
Nederlands ภาษาไทย
ภาษาไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা ভাষার
বাংলা ভাষার Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türkçe
Türkçe Gaeilge
Gaeilge العربية
العربية Indonesia
Indonesia Norsk
Norsk تمل
تمل český
český ελληνικά
ελληνικά український
український Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақша
Қазақша Euskal
Euskal Azərbaycan
Azərbaycan Slovenský jazyk
Slovenský jazyk Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Srpski језик
Srpski језик

Дом
>
Продукты > Машина для изготовления блоков QGM
> Блок-машина серии ZN
>
ZN1000C Машина для изготовления бетонных блоков
Продукты






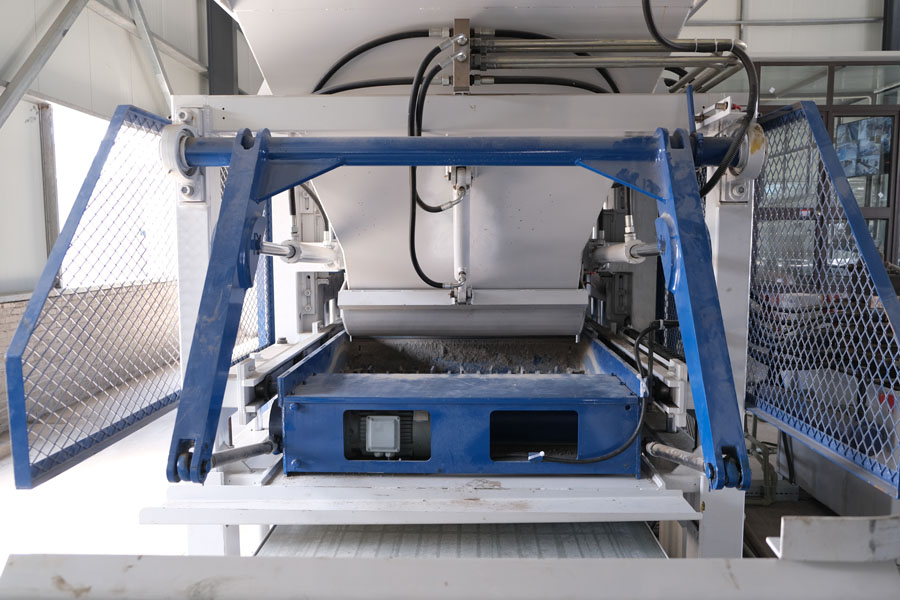
ZN1000C Машина для изготовления бетонных блоков
Вы можете быть уверены, что купите машину для производства бетонных блоков ZN1000C на нашем заводе. Автоматическая линия по производству блоков ZN1000C с центральной системой управления, заказчик может гарантировать качество блоков и сервис в соответствии со стандартами и требованиями различных проектов. Он может производить около 800 м2 качественной брусчатки в день (8 часов), что может повысить их конкурентоспособность в отрасли.
Отправить запрос
Описание продукта
Вы можете быть уверены, что купите машину для производства бетонных блоков ZN1000C на нашем заводе. Машина для изготовления блоков ZN1000C производится в Китае, строго следуя немецким технологиям и мастерству, с использованием немецких технологий и является ведущей в мире технологией производства блоков. Немецкие технологии известны своей строгостью и простотой и уделяют больше внимания общей производительности, эффективности и качеству машин. Машины для изготовления бетонных блоков ZN1000C отличаются более стабильной работой, более высокой эффективностью производства и меньшим количеством отказов. По производительности, эффективности, энергосбережению, защите окружающей среды и другим аспектам он намного опережает другие блочные машины на рынке.
Основные особенности технологии
1) Управление технологией преобразования частоты
Уменьшите пусковой ток двигателя и функцию плавного пуска, продлите срок службы двигателя. Главный генератор машины для производства бетонных блоков ZN1000C использует низкочастотный режим ожидания и высокочастотную работу, что повышает скорость работы и качество продукции. Уменьшите повреждение механических аксессуаров и двигателя, продлите срок службы двигателя и механических устройств. Преобразователь частоты экономит около 20–40% энергии по сравнению с традиционным преобразователем.

2) Германия. Система управления ПЛК Siemens, сенсорный экран Siemens, Германия.
Простота в эксплуатации, низкий коэффициент отказов, стабильность работы и высокая надежность машины для изготовления бетонных блоков ZN1000C. Используйте самые передовые промышленные интернет-технологии, осуществляйте удаленное устранение неисправностей и техническое обслуживание. ПЛК и сенсорный экран совместно используют Интернет PROFINET, что удобно для диагностики системы и расширения сети Интернет. Обеспечьте постоянную диагностику проблем и систему сигнализации, удобную для обслуживания машины и устранения неполадок. Данные ПЛК для постоянного сохранения.
3) Система вибрации
Вибрационный стол состоит из динамического и статического стола. Когда начинается вибрация, динамический стол вибрирует, статический стол остается статичным. Конструкция спроектирована таким образом, чтобы обеспечить амплитуду вибрационного стола, чтобы обеспечить высокое качество бетонных изделий. Вибростол из стали HARDOX. Режим вибрации: использование вибрации вибрационного стола + вибрация верхней формы; установка вибродвигателя, устройство гашения вибрации и устройство воздушного охлаждения.
4) Система подачи
В двигателе используются двигатели SEW, которые управляют двумя смесительными валами. Подающая рама, нижняя пластина и смесительная лопасть изготовлены из высокопрочной стали HARDOX, расположение нижней пластины можно регулировать. Система подачи оснащена уплотнительным устройством для предотвращения утечек. Дверца разгрузочного затвора управляется двигателем SEW.

5) Гидравлическая станция
Гидравлические насосы и гидравлические клапаны производятся под международными брендами. В трубке используется фланцевое соединение, удобная установка и обслуживание. Многоточечная точка измерения давления, удобное обнаружение. Цифровая функция сигнализации температуры и блокировки. Соединение двигателя и насоса, фланцевое соединение, хороший коаксиал. Динамический пропорциональный клапан и насос постоянной мощности, регулирование скорости, регулирование напряжения, энергосбережение.

Технические данные
| Макс. Формирование области | 1100*820 мм |
| Высота готового изделия | 20-300 мм |
| Цикл формования | 15–25 секунд |
| Возбуждающая сила | 80кН |
| Размер поддона | 1200*870*(12-45) мм |
| Формирование номера блока | 390*190*190 мм (10 блоков/форма) |
| Вибрационный стол | 2*7,5 кВт |
| Максимальная вибрация | 2*0,55 кВт |
| Электрическая система управления | СИМЕНС |
| Общий вес | 42,25 кВт |
| Размер машины | 12Т |
Производственная мощность
| Тип блока | Выход | Блок ZN1000C Изготовление машины |
240*115*53 мм |
Количество сформированных блоков (блок/форма) | 50 |
| Кубический метр/час (м3/час) | 13-18 | |
| Кубический метр/день (м3/8 часов) | 10.05-14.00 | |
| Количество кирпича (блоков/м3) | 683 | |
390*190*190 мм |
Количество сформированных блоков (блок/форма) | 9 |
| Кубический метр/час (м3/час) | 22,8-30,4 | |
| Кубический метр/день (м3/8 часов) | 182,5-243,3 | |
| Количество кирпича (блоков/м3) | 71 | |
400*400*80 мм |
Количество сформированных блоков (блок/форма) | 3 |
| Кубический метр/час (м3/час) | 69,1-86,4 | |
| Кубический метр/день (м3/8 часов) | 553-691.2 | |
| Количество кирпича (блоков/м3) | 432-540 | |
245*185*75 мм |
Количество сформированных блоков (блок/форма) | 15 |
| Кубический метр/час (м3/час) | 97,5-121,5 | |
| Кубический метр/день (м3/8 часов) | 777.6-972 | |
| Количество кирпича (блоков/м3) | 2160-2700 | |
250*250*60 мм |
Количество сформированных блоков (блок/форма) | 8 |
| Кубический метр/час (м3/час) | 72-90 | |
| Кубический метр/день (м3/8 часов) | 576-720 | |
| Количество кирпича (блоков/м3) | 1152-1440 | |
225*112,5*60 |
Количество сформированных блоков (блок/форма) | 25 |
| Кубический метр/час (м3/час) | 91,1-113,9 | |
| Кубический метр/день (м3/8 часов) | 728.9-911.2 | |
| Количество кирпича (блоков/м3) | 3600-4500 | |
200*100*60 |
Количество сформированных блоков (блок/форма) | 36 |
| Кубический метр/час (м3/час) | 103,7-129,6 | |
| Кубический метр/день (м3/8 часов) | 829,4-1036,8 | |
| Количество кирпича (блоков/м3) | 5184-6480 | |
200*200*60 |
Количество сформированных блоков (блок/форма) | 4 |
| Кубический метр/час (м3/час) | 72-90 | |
| Кубический метр/день (м3/8 часов) | 576-720 | |
| Количество кирпича (блоков/м3) | 576-720 |
Горячие Теги: ZN1000C Машина для производства бетонных блоков, Китай, Производитель, Поставщик, Фабрика, Индивидуальные, Качество, Расширенные возможности, CE
Связанная категория
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.
сопутствующие товары
 ZN900CG Машина для производства бетонных блоков
ZN900CG Машина для производства бетонных блоков
 ZN1200C Автоматическая машина для изготовления блоков
ZN1200C Автоматическая машина для изготовления блоков
 ZN1200S Машина для производства бетонных блоков
ZN1200S Машина для производства бетонных блоков
 ZN1500-2C Автоматическая машина для производства цементных блоков
ZN1500-2C Автоматическая машина для производства цементных блоков
 Zn2000C Бетонная блочная машина
Zn2000C Бетонная блочная машина
 ZN1500C Автоматическая машина для производства цементных блоков
ZN1500C Автоматическая машина для производства цементных блоков



X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности